About Us

Induction Heating Power Supply
Induction Technology

MWG1200SS Mobile Plastic Welder
Dielectric Technology

Fibre Optic Furnace
Fibre Optic Technology

Resistance Heater
Resistance Heating Technology
Since the 1930s we have used RF technology to create innovative solutions for thermal process applications. As a result, our products are renowned for their quality and durability.
Our systems provide exceptional sealing, welding and heating process solutions to a wide variety of commercial sectors. In addition to research, these include science, production and many other manufacturing supply chains.
Typical industries served include:
- Aerospace
- Automotive
- Transportation
- Energy
- Waste
- Chemical
- Agriculture
We work closely with clients, considering their needs and upholding ethical values. Our dynamic and experienced team regularly develop new products and processes which are more environmentally sustainable than those they replace.
Our Expertise
-

Induction Technology
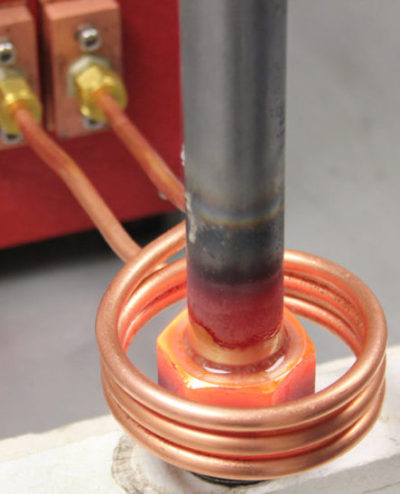
Non-Contact Induction Heating is the optimal method of heating metals and conductive materials in specific areas, to varying temperatures at controlled rates.
Stanelco RF Technologies have been manufacturing Induction Heating Systems and providing thermal process solutions since the 1930s.
-

Dielectric Technology
Stanelco RF Technologies' dielectric heaters utilise a high frequency electric field to generate heat in non-conducting materials. These are often used for the purpose of welding, joining, shaping or forming plastic products.
Stanelco manufactures dielectric machinery for heating or welding a wide variety of plastic products.
-
Fibre Optic Technology
Stanelco RF Technologies has been a leading supplier of Induction Furnace systems to the Fibre Optic industry since the late 1990s, with over 200 furnace systems installed.
Stanelco has had a program of continual improvements in order to maintain its position as one of the leading suppliers to the industry.
-

Resistance Heating Technology
Stanelco Resistance Technology is a simple, clean and repeatable method of soldering cable connections, terminals, pipe joints, unions and similar fittings.
Using our range of remote heating tools, our heater allows precise heating of components.
Starpol Technology Centre
Marchwood, Southampton,
SO40 4BL
Enquiries:
+44 (0)2380 867100